|
Share on:


|
|
|
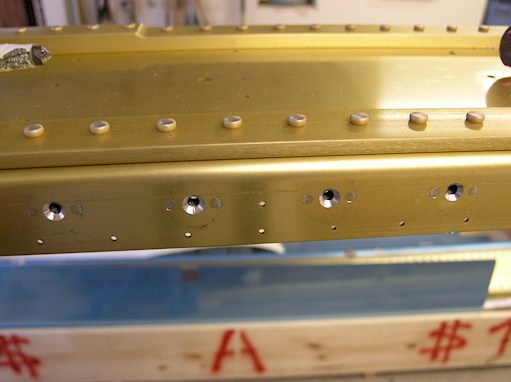
Did the countersinks
The instructions say to use a #30 countersink bit to make the cuts. The only problem is that the countersink tip is smaller than the pre-drilled spar hole and it wallers around like a pig in fresh mud. This makes the hole really crooked on the edges, almost square. The trick I found was to start off countersinking with the countersink cutting edges barely touching the spar around the hole. Then I adjusted the Micro Stop Countersink with small quarter turns and countersunk the hole a little at a time. All the holes came out nice and round, cept' for one, the one who showed me that I was doin' it wrong. UPDATE 12/1/2006: When I started on the right wing spar, I tried a different approach on these countersinks. I set the final depth of the countersink on the Microstop Countersink after a trial cut. Then I started cutting the countersinks using short bursts with the drill. Right away the countersink bit danced wildy around in the pre-drilled hole and look like crap and not perfectly round. Right before the final finish cut, I held the countersink very gently against the hole, just barely touching it, and let the drill rev as high as it go. This made the hole perfectly round, where before it was getting badly distorted by the initial countersink. Then I checked the depth of the hole by using a scrap piece of aluminum that was the same thickness as the tank skin, with a #8 dimple in it.
|
|